
以下是:铸铁型材定制加工的产品参数
产品名称 球墨铸铁棒/灰口铸铁棒 产地 山东 标准 国标 生产工艺 水平连铸 产品优势 无气孔、沙眼、无缺陷 应用范围 机械加工和精密加工 价格 5.6元/公斤 您是想要在四川省南充市采购高质量的铸铁型材定制加工产品吗?亿锦天泽钢铁有限公司是您的不二之选!我们致力于提供品质保证、价格优惠的铸铁型材定制加工产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:邢经理-17768165506,QQ:1799311315,地址:《山东聊城经济开发区辽河路东首发货到四川省 南充市 顺庆区、高坪区、嘉陵区、南部县、营山县、蓬安县、仪陇县、西充县、阆中市》。 四川省,南充市 2022年,南充市地区生产总值2685.45亿元,比上年增长1.3%。
文字描述虽好,但视频更能直观展示铸铁型材定制加工产品的每一处细节。
以下是:铸铁型材定制加工的图文介绍
四川南充亿锦天泽钢铁有限公司是【国产耐磨钢板】产品专业生产加工的厂家,拥有完整、科学的质量管理体系。四川南充亿锦天泽钢铁有限公司的诚信、实力和【国产耐磨钢板】产品质量获得业界的认可。欢迎各界朋友莅临参观、指导和业务洽谈。
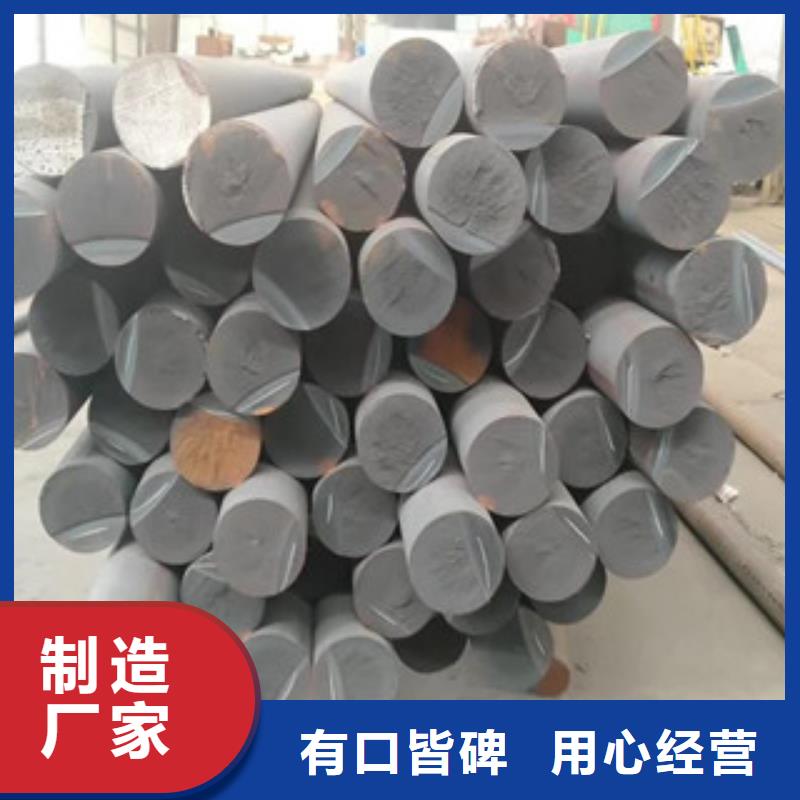
铁水的冶金状态对球化孕育处理效果及铸造缺陷形成倾向有重要影响,研究基于原铁水冶金状态综合评价的球化孕育处理工艺的优化控制与调节方法.选取有效特征参数表征原铁水冶金状态,并建立一个综合评价模型用于实际生产过程中原铁水合格冶金状态确定和球化剂添加量的精准计算.在球化处理、孕育处理和铸件浇注之前,均设置球化、孕育效果测评与调控环节,以实现生产过程的闭环控制.动态调控系统主要由原铁水冶金状态调控子系统、球化处理与效果调控子系统、孕育处理与效果调控子系统和铁水球化孕育终调子系统构成.经实验室条件下模拟运行证明,基于原铁水冶金状态评价的动态调控方法及系统可以实现球墨铸铁球化孕育处理的优化控制.
Mn、S对灰铸铁性能的影响及二者之间的平衡关系,对实际生产数据进行了分析,结果表明:(1)S对灰铸铁的组织和性能的影响较大,尤其是在感应电炉熔炼的条件下,铁液中的w(S)量控制在0.06%~0.12%,强度、硬度好,白口倾向小,A型石墨增多,D、E型石墨减少,断面均匀性得到改善;(2)灰铸铁中的w(Mn)量不宜超过0.8%,超过一定量后会导致强度下降;(3)Mn和S在灰铸铁中不能单纯看作杂质元素,对控制铸件所需的佳显组织和强度、防止某些缺陷都是必需的,S和Mn需保持正确的比例关系,在灰铸铁中应满足w(Mn)=1.7w(S)+a,且a值保持在0.5%~0.6%,效果好.
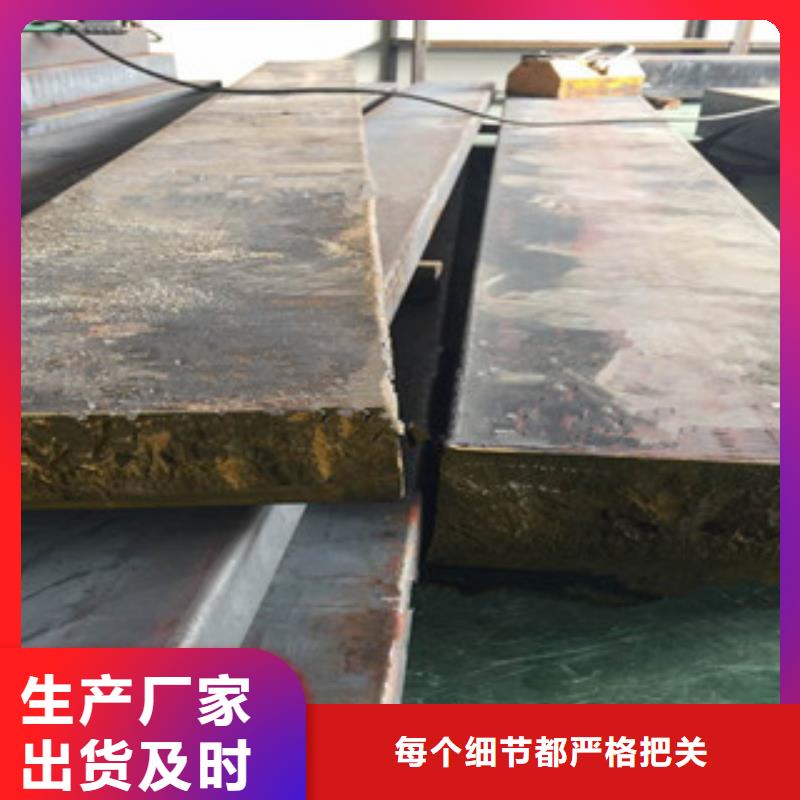
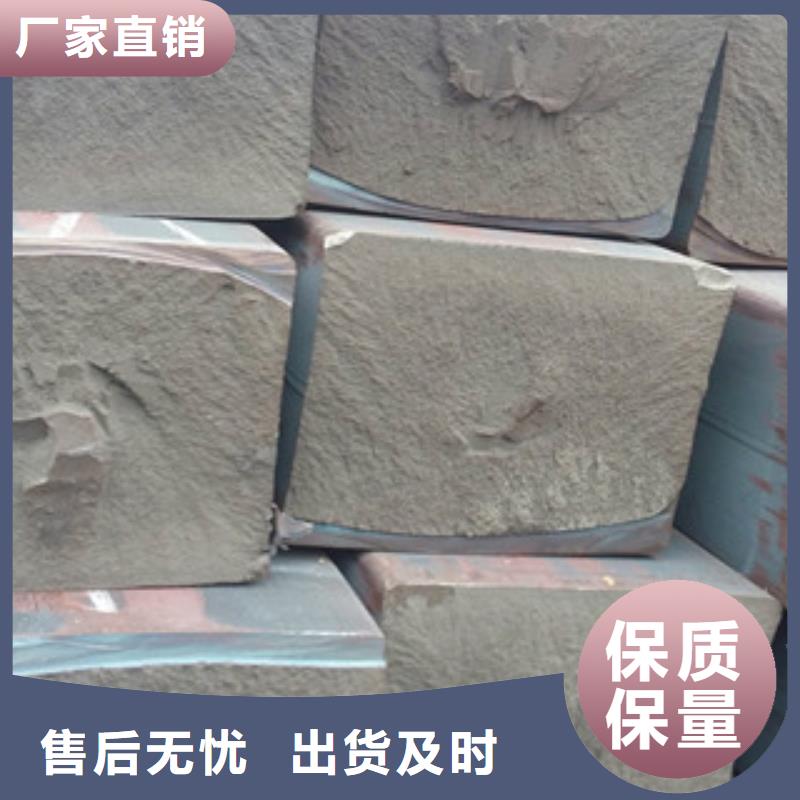
用水平连续铸造铸铁型材时应注意以下几点: 每种规格铸铁型材都有一个合理的铸造速度范围,影响铸造速度的因素比较多,其影响作用也比较复杂,例如结晶器的导热能力、结晶器冷却的均匀性、铁液的温度、型材截面的几何形状等,生产中应根据铸铁型材的铸造质量情况不断调整工艺参数,达到合理的铸造速度。 应根据铸铁型材的材质和尺寸规格选择适宜的铁液温度。铁液温度高,流动性好,型材结晶前沿移动后有良好的焊合性,但过高的铁液温度会降低生产速度或因控制不当出现铁液泄露事故。而过低的铁液温度会降低结晶前沿铁液的焊合能力,出现冷隔、裂纹、疤皮等缺陷。一般保温包内铁液温度应控制在1280~1320℃。生产小尺寸型材时生产率较低,铁液在保温包内停留时间较长,宜选择较高的铁液温度。采用冲天炉炉前冲人法生产球墨铸铁型材时,铁液的出炉温度应在1450℃以上
应严格控制型材出口温度(即铸铁型材脱离结晶器后经温度回升作用所达到的高表面温度),影响型材出口温度的直接因素是保温包内铁液温度和铸造速度。过高的铁液温度和过快的铸造速度会使型材出口温度过高,导致型材心部组织变粗、力学性能下降,操作不当还会出现铁液泄露事故。反之,型材出口温度过低也会造成石墨铸型型壁刮伤,使型材表面质量下降,产生裂纹、疤皮等缺陷。正常情况下型材出口温度应控制在900~950℃。 生产中应根据型材产品的尺寸和材质要求选择优的牵引工艺参数组合。减小牵引周期可在相同铸造速度条件下减小步距,有利于提高铸铁型材的组织均匀性和致密性,但过小的牵引周期会使型材运动频繁、间隙时间过短,反而对铸造质量产生不利影响。
今年在四川省南充市购买铸铁型材定制加工有了新选择,亿锦天泽钢铁有限公司始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的铸铁型材定制加工产品。如需购买或咨询,请随时联系我们,联系人:邢经理-17768165506,QQ:1799311315,地址:山东聊城经济开发区辽河路东首。








